A plazmavágás az 1950-es években kifejlesztett termikus anyagleválasztási eljárás, amelyet iparszerűen a lángvágással nem darabolható fémeknél alkalmaznak. Ilyen anyag a rozsdamentes acél is, amelynek magas olvadáspontja indokolja a plazmavágási technológia erre a területre történő fejlesztését.
Az eljárás az elmúlt két évtizedben terjedt el. Mivel tetszőleges elektromosan vezető anyag vágható vele, a mai napig fejlesztéseket igénylő népszerű technológia. Leggyakrabban rozsdamentes acélok, szerkezeti acélok, öntöttvas, réz, alumínium és nem vas fémek megmunkálására használják.
A rozsdamentes lemezeket többféle mechanikus és termikus eljárással darabolják. A hagyományos lemezollón történő vágás olcsó és szennyeződés mentes megoldás, de alkalmazhatóságának több korlátja is van. Egyik nagy hátrány a közvetlen mechanikus igénybevétel, ami szerszámél kopását is előidézi. A lemez vastagságának növekedésével egyre robusztusabb gépekre volna szükség, ami jelentősen megnöveli a költségeket. A darabolási technológia meghatározásánál értelemszerűen figyelembe kell venni a különböző tulajdonságokkal jellemezhető acélok fizikai tulajdonságait, mert az ötvözetlen acélokhoz képest a rozsdamentes acéloknál nagyobb vágóerőt kell kifejteni. A nemesacél eltérő mechanikai jellemzői, a magasabb nyírófeszültség értéke a stancolási és lyukasztási technológiákat hasonlóképpen befolyásolja.
A különböző forgácsolási eljárások, mint a pl. a fűrészek használata is sok esetben egy lehetséges jó megoldás, azonban itt is számolni kell az anyagtulajdonságbeli sajátosságokkal. Általános érvénnyel elmondható, hogy már a szerszámanyagok megválasztásakor tekintettel kell lenni a magas ötvözés következményeire, de mind az élgeometria, mind pedig a célszerű forgácsolási sebességek eltérő értéken adnak optimális megoldást.
A plazmavágás számos előnyös tulajdonsággal bír a hagyományos mechanikus vágási eljárásokkal szemben. Számítógépes vezérlés segítségével gyakorlatilag tetszőlegesen bonyolult teríték vágható ki, viszonylag sima és tiszta élek előállításával. Az anyagleválasztás elvi megvalósítását az alábbi ábrán szemléltetjük:
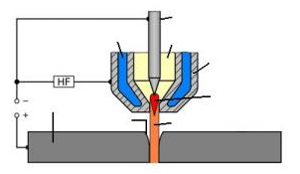
1.ábra: Plazmavágó fúvóka felépítése
A fúvókán legtöbbször nagy sebességgel egy célszerűen megválasztott inert gáz kifújása történik, miközben az elektróda és az elektromosan vezető fém alkatrész között ív képződik. A plazmaív hőmérséklete elérheti akár a 20.000-25.000 K is. Ez a koncentrált hőforrás teljes mértékben képes átolvasztani a munkadarab anyagát. A rendkívül nagy kinetikus energiával rendelkező gáz a fúvóka mozgatása közben képes az olvadék állapotban lévő fémet a vágási résből eltávolítani.
A plazmaív előállítása csak speciális plazmavágó áramforrásokkal és áramátalakítókkal lehetséges, ugyanis a vágógáz atomjait plazma állapotba kell hozni. Az így képződő ív rendkívül koncentrált, melynek segítségével széles mérettartományban, az egészen vékony lemezektől akár a 300 mm vastag lemezekig darabolhatók. A forgalomban lévő lézervágó berendezésekkel ilyen vastag lemezek vágása már nem oldható meg.
A plazmavágás további előnye alacsonyabb olvadáspontú fémek esetében az alternatív eljárásnak számító lángvágáshoz képest, hogy alkalmazásával akár hatszoros vágási sebesség is elérhető. Mivel a vágandó anyag oxigén jelenlétében nem ég el, a plazmavágás során nem játszódik le exoterm folyamat, ezért keskeny hőbehatási zóna alakul ki a vágási vonal menti környezetben. A plazmaív nagymértékű koncentráltsága következtében csak kismértékű hővetemedés megy végbe a vágott darabokon. Előmelegítésre nincs szükség, ebből kifolyólag lényegesen kevesebb a mellékidő mint a lángvágásnál. Utómunkálatként a futtatási csíkok eltüntetése érdekében elég csupán az élek közelében átcsiszolni a munkadarabot.

A plazmavágási technológia hátrányaként róható fel, hogy a munkadarab anyagának, mint például polimer és számos ötvözött fém elgázosítása közben az egészségre káros füstök képződnek. Ennek érdekében szigorú munkavédelmi szempontok betartása mellett ezen gázok elvezetése érdekében elszívórendszerek beépítése szükséges. A plazmavágás technológiája a lézervágással való összehasonlításban továbbá abban marad alul, hogy csak két dimenziós terítékek vághatók ki vele, miközben lézervágással három dimenziós alakzatok formálása is lehetséges.
Előnyös tulajdonságai miatt azonban napjainkban is folynak a plazmavágással kapcsolatos fejlesztési munkák. Az elmúlt évtizedben sikerült vékony plazmaívet kiemelkedően precíz vágási élként létrehozni, amely már vetekszik a lézersugárral.
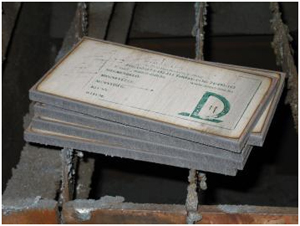
Cégünknél, a Direct-Line Kft.-nél is számos vágási feladatot oldottunk meg az elmúlt 18 éves működésünk során plazmavágással. A kisebb teljesítményű kézi plazmaberendezések mellett nagy előnyt képvisel a dunaharaszti raktárcsarnokunkban működő CNC vezérlésű plazmavágógépünk, amelyen nagyméretű (munkaasztal mérete: 7 m x 3,5 m) előgyártmányokból tudunk viszonylag nagy méretű termékeket egy lépésben legyártani. A plazma teljesítmény 40 mm vastagságig teszi lehetővé melegen hengerelt rozsdamentes lemezek alakos vágását. A képen a leggyakrabban előforduló egyenes vágást igénylő hasábos testek és körinterpolációt követelő tárcsák láthatók. A vágási felület minősége a forgácsolástechnológiában szokásos ráhagyási mértékek mellett a plazmavágás továbbra is egy nagyon gazdaságos megoldást jelent.


Reith Márta
Szóljon hozzá
A hozzászóláshoz be kell jelentkezni.